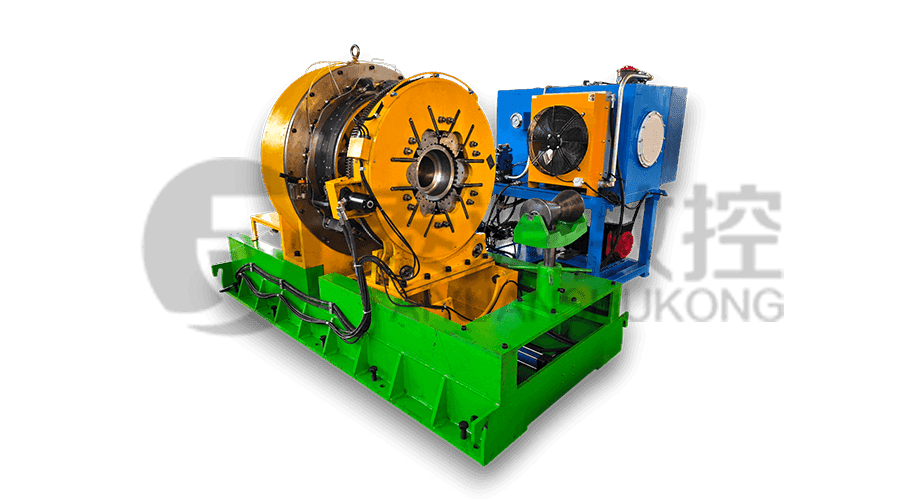
Model: TYSK-630T
Mașina adoptă un sistem CNC FANUC cu precizie de procesare stabilă și funcții...


Precizia excelentă a prelucrării echipamentelor, o rigiditate bună și eficiență de procesare de primă clasă, astfel încât produsele noastre să poată fi calificate pentru standardele API și cea mai mare parte a conexiunilor de primă a pieței.

Mașina adoptă un sistem CNC FANUC cu precizie de procesare stabilă și funcții...







În mediul exigent al producției de bunuri tubulare în țara petrolieră (OCTG), aderarea la standardele 5CT ale Institutului American de Petrol (API) nu este doar o cerință de reglementare, ci este o bază de referință p...

În sectorul cu miză mare al producției de echipamente petroliere, tranziția de la echipamente de sine stătătoare la sisteme complet integrate nu mai este un lux, ci este o necesitate tehnică. A mașină cnc de filet...
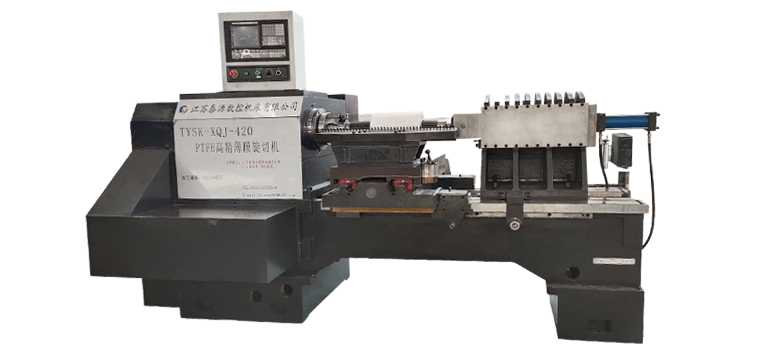
În industria materialelor plastice de înaltă performanță, eficiența conversiei materiilor prime scumpe în folii utilizabile este o măsură critică pentru rentabilitate. Prelucrarea țaglelor umplute cu PTFE (politetrafl...
Angajamentul nostru
Scopul nostru este de a oferi soluții personalizate pieței și clienților noștri, fie că este vorba de un singur produs sau de un set complet de echipamente.
Deși piețele, aplicațiile și clienții variază, avem o abordare unică care îi conduce pe clienții noștri spre succes.
Vom răspunde cu răbdare și atenție oricăror întrebări și feedback-uri din partea clienților.
Pentru orice consultanță din partea clienților, vom oferi cea mai profesională și rezonabilă ofertă cât mai curând posibil.
Pentru orice produse noi ale clienților noștri, vom comunica cu aceștia foarte profesional, vom asculta opiniile lor și vom oferi sugestii practice pentru a ne asigura că oferim cele mai bune produse.
Vom finaliza orice comandă a clienților noștri la timp, cu garanția calității și cantității.

Când operați Mașină de strungare și cuplare Pentru a prelucra îmbinările și cuplajele conductelor de găurit, problemele și soluțiile obișnuite de uzură a sculei sunt următoarele:
Probleme obișnuite de uzură a sculelor
Uzura abrazivă: În timpul procesării îmbinărilor și cuplajelor conductelor de foraj, punctele dure din materialul piesei de lucru, cum ar fi carburi, nitri etc., va tăia și zgâria suprafața sculei ca particulele abrazive, provocând uzura sculei. Mai ales atunci când procesarea materialelor de conducte de foraj cu o duritate mai mare, uzura abrazivă este mai evidentă.
Uzura adezivă: în timpul procesului de tăiere, există o frecare puternică și temperaturi ridicate între instrument și suprafața piesei de prelucrare, ceea ce face ca atomii dintre instrument și materialul piesei să se difuzeze și să se lege între ei. Când instrumentul și piesa de lucru se va deplasa unul față de celălalt, punctul de legare va fi sfâșiat, ceea ce face ca materialul sculei să fie luat, formând o uzură adezivă. Acest tip de uzură este predispus la procesarea materialelor cu vâscozitate ridicată.
Uzura de difuzie: în condiții de tăiere la temperaturi ridicate, elementele chimice ale instrumentului și materialul piesei se vor difuza între ele, schimbând compoziția chimică și proprietățile materialului sculei, reducând duritatea și rezistența sculei și, astfel, agravând uzura sculei. Mai ales atunci când tăiați îmbinările și cuplurile conductelor de foraj la viteză mare, uzura difuziei va fi mai gravă.
Colapsul lamei: Deoarece procesarea îmbinărilor și cuplajului conductelor de foraj necesită de obicei tăiere intermitentă, cum ar fi atunci când prelucrarea firelor, instrumentul va fi supus unor încărcări de impact periodic. Când rezistența la impact a instrumentului este insuficientă sau parametrii de tăiere nu sunt selectați în mod corespunzător, marginea instrumentului este predispusă la prăbușirea lamei, ceea ce duce la o defecțiune prematură a instrumentului.
Uzura de oboseală termică: În timpul procesului de tăiere, instrumentul este supus în mod repetat la tăierea căldurii, generând stres termic. Când tensiunea termică depășește rezistența la oboseală a materialului sculei, se vor apărea fisuri pe suprafața sculei. Pe măsură ce fisurile se extind și se conectează între ele, materialul sculei se va elimina, formând o uzură a oboselii termice.
Soluţie
Alegeți materialul de instrumente potrivit
Pentru o uzură abrazivă severă, se pot selecta unelte de carbură cu duritate ridicată și rezistență bună la uzură. Echipamentele de procesare a tijei de foraj produse de Jiangsu Taixing CNC Machine Tool Co., Ltd. este potrivit pentru o varietate de instrumente. Modelul de instrumente de carbură corespunzător poate fi selectat în funcție de diferite cerințe de procesare pentru a îmbunătăți rezistența instrumentului la uzura abrazivă.
Pentru uzura de legătură și uzura difuziei, se pot utiliza instrumente acoperite. Acoperirea poate forma un strat de izolare între instrument și piesa de prelucrat, poate reduce contactul direct dintre instrument și materialul piesei de prelucrat și poate reduce posibilitatea de legare și difuzie. De exemplu, instrumentele acoperite cu staniu au o duritate bună și o stabilitate chimică, ceea ce poate reduce eficient uzura de legătură și difuzie.
Optimizați parametrii de tăiere
Reglați în mod rezonabil viteza de tăiere, viteza de alimentare și adâncimea de tăiere. Atunci când prelucrați îmbinările și cuplajele tijei de foraj, dacă viteza de tăiere este prea mare, va agrava uzura sculei, în special uzura difuziei și uzura termică a oboselii. În conformitate cu materialul piesei și performanța instrumentului, selectați viteza de tăiere corespunzătoare. În general, pentru materialele cu tije de foraj cu o duritate mai mare, viteza de tăiere trebuie redusă corespunzător.
Rata de alimentare nu ar trebui să fie prea mare. Rata de alimentare excesivă va crește forța de tăiere a instrumentului, care este ușor de provocat decuparea sculei și uzura crescută. Intervalul rezonabil al ratei de alimentare poate fi determinat prin experimente și experiență.
Selectarea adâncimii de tăiere ar trebui să ia în considerare rezistența instrumentului și cerințele de procesare ale piesei de lucru și să evite adâncimea excesivă de tăiere, ceea ce va determina instrumentul să suporte o sarcină excesivă.
Îmbunătățirea condițiilor de tăiere
Utilizați pe deplin lichidul de tăiere. Tăierea fluidului are funcțiile de răcire, lubrifiere, îndepărtarea cipurilor și prevenirea ruginii, ceea ce poate reduce eficient temperatura de tăiere, poate reduce frecarea dintre instrument și piesa de prelucrat și, astfel, reduce uzura sculei. Pentru prelucrarea îmbinărilor și cuplajelor conductelor de foraj, ar trebui selectate lichide de tăiere cu proprietăți bune de lubrifiere și răcire a presiunii extreme, cum ar fi fluidele de tăiere care conțin aditivi de presiune extremă, cum ar fi sulf și fosfor.
Curățați chipsurile din zona de tăiere în mod regulat pentru a împiedica acumularea jetoanelor între instrument și piesa de prelucrat, provocând uzură secundară. Echipamentul Jiangsu Taixing CNC Machine Tool Co., Ltd. poate fi echipat cu dispozitive corespunzătoare de îndepărtare a cipurilor. Asigurați -vă funcționarea normală și descărcarea în timp util a jetoanelor.
Îmbunătățiți calitatea măcinării sculei
Asigurați claritatea și calitatea suprafeței instrumentului. O margine contondentă va crește forța de tăiere și tăierea căldurii, va accelera uzura sculei; Rugozitatea excesivă a suprafeței instrumentului va crește, de asemenea, frecarea și va agrava uzura. Prin urmare, este necesar să se utilizeze o tehnologie și echipamente de măcinare adecvate pentru a macina fin instrumentul pentru a îmbunătăți calitatea șlefuirii sculei.
Ascuțiți și inspectați instrumentele în mod regulat pentru a detecta uzura și deteriorarea instrumentelor în timp și re-sharpen sau înlocuiți instrumentele care sunt purtate grav pentru a asigura calitatea și eficiența procesării.
