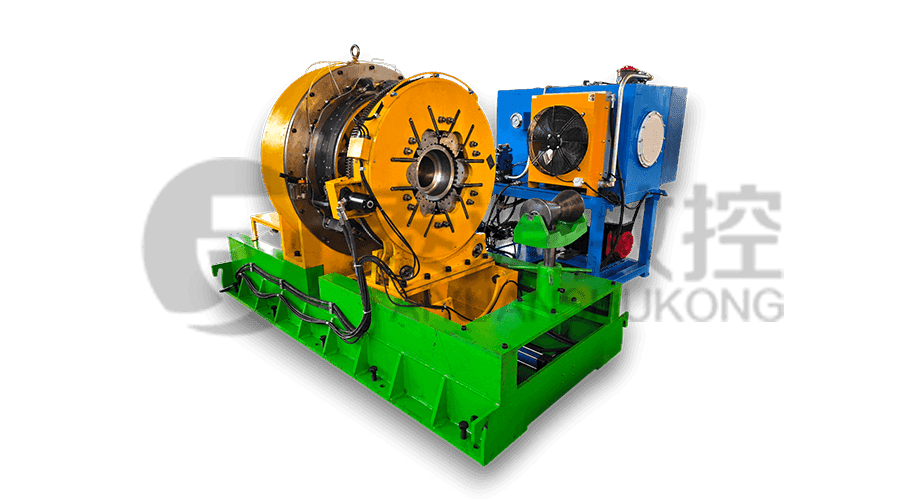
Model: TYSK-630T
Mașina adoptă un sistem CNC FANUC cu precizie de procesare stabilă și funcții...


Precizia excelentă a prelucrării echipamentelor, rigiditate bună, eficiență de procesare de primă clasă, astfel încât produsele noastre să poată fi calificate pentru standardele API și cea mai mare parte a conexiunii premium de piață.

Mașina adoptă un sistem CNC FANUC cu precizie de procesare stabilă și funcții...

Mașina adoptă un sistem CNC FANUC cu precizie de procesare stabilă și funcții...







În mediul exigent al producției de bunuri tubulare în țara petrolieră (OCTG), aderarea la standardele 5CT ale Institutului American de Petrol (API) nu este doar o cerință de reglementare, ci este o bază de referință p...

În sectorul cu miză mare al producției de echipamente petroliere, tranziția de la echipamente de sine stătătoare la sisteme complet integrate nu mai este un lux, ci este o necesitate tehnică. A mașină cnc de filet...
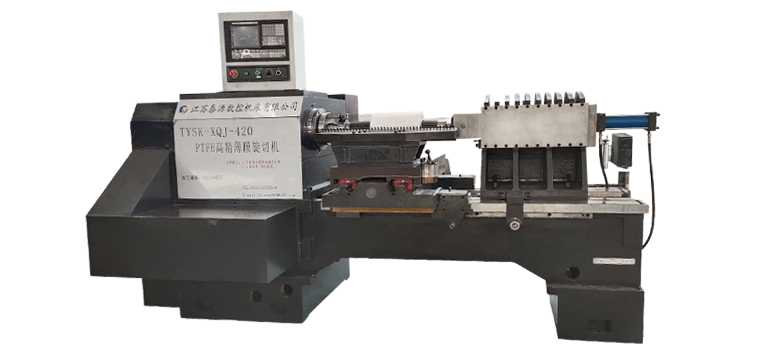
În industria materialelor plastice de înaltă performanță, eficiența conversiei materiilor prime scumpe în folii utilizabile este o măsură critică pentru rentabilitate. Prelucrarea țaglelor umplute cu PTFE (politetrafl...
Angajamentul nostru
Scopul nostru este de a oferi soluții personalizate pieței și clienților noștri, fie că este vorba de un singur produs sau de un set complet de echipamente.
Deși piețele, aplicațiile și clienții variază, avem o abordare unică care îi conduce pe clienții noștri spre succes.
Vom răspunde cu răbdare și atenție oricăror întrebări și feedback-uri din partea clienților.
Pentru orice consultanță din partea clienților, vom oferi cea mai profesională și rezonabilă ofertă cât mai curând posibil.
Pentru orice produse noi ale clienților noștri, vom comunica cu aceștia foarte profesional, vom asculta opiniile lor și vom oferi sugestii practice pentru a ne asigura că oferim cele mai bune produse.
Vom finaliza orice comandă a clienților noștri la timp, cu garanția calității și cantității.

Jiangsu Taiyuan CNC Machine Tool Co., Ltd. are o varietate de mașini -unelte CNC pentru procesarea conductelor. Următoarea este metoda de reglare a parametrilor de tăiere a Mașină de strung cu filetare a conductei CNC Pentru a asigura calitatea firului la procesarea conductelor diferitelor materiale:
Prelucrarea conductelor de oțel
Viteza de tăiere: Pentru conductele din oțel de carbon mediu, viteza de tăiere poate fi în jur de 100-200 m/min. Dacă este oțel din aliaj, datorită durității sale ridicate, viteza de tăiere ar trebui să fie redusă în mod corespunzător la aproximativ 80-150 m/min pentru a preveni uzura excesivă a sculei și pentru a asigura calitatea suprafeței a firului.
Rata de alimentare: de obicei, rata de alimentare pe revoluție este mai potrivită la 0,5-1,2 mm/rev. Pentru fire cu cerințe de înaltă precizie, o rată de alimentare mai mică, cum ar fi 0,5-0,8 mm/rev, poate fi selectată pentru a îmbunătăți finisajul și precizia firului.
Adâncimea de tăiere: în conformitate cu specificațiile și cerințele firului, adâncimea de tăiere poate fi controlată la 1-2 mm în timpul prelucrării brute și 0,2-0,5 mm în timpul prelucrării fine.
Prelucrarea conductelor de cupru
Viteza de tăiere: Duritatea cuprului este relativ scăzută, iar viteza de tăiere poate fi crescută în mod corespunzător, în general în jur de 200-300 m/min. Cu toate acestea, viteza nu ar trebui să fie prea mare, altfel poate determina jetoanele de cupru să se înfășoare în jurul instrumentului și să afecteze calitatea procesării.
Rata de alimentare: Rata de alimentare poate fi selectată între 0,8-1,5 mm/rev. Datorită bunăului ductilitate a cuprului, o rată de alimentare mai mare poate reduce forța de tăiere și poate preveni deformarea excesivă a materialului, dar trebuie menționat, de asemenea, că nu ar trebui să fie prea mare pentru a evita afectarea preciziei firului.
Adâncimea de tăiere: adâncimea de tăiere poate fi de 1,5-2,5 mm în timpul prelucrării brute și 0,3-0,6 mm în timpul prelucrării fine.
Prelucrarea conductelor din aluminiu
Viteza de tăiere: aluminiul are o duritate scăzută și o performanță bună de tăiere, astfel încât viteza de tăiere poate fi mai mare, de obicei 300-500 m/min. Cu toate acestea, ar trebui să se acorde atenție problemei de margine construită care poate apărea în timpul tăierii de mare viteză, care poate fi rezolvată prin măsuri de răcire și lubrifiere adecvate.
Rata de alimentare: Rata de alimentare poate fi în jur de 1-2 mm/rev. Deoarece materialele din aluminiu sunt mai moi, o rată de alimentare mai mare poate îmbunătăți eficiența procesării, dar este necesar să se prezinte o rată de alimentare excesivă să provoace defecte, cum ar fi zgârieturi pe suprafața firului.
Adâncimea de tăiere: adâncimea de tăiere poate fi de 2-3 mm în timpul procesării brute și 0,3-0,8 mm în timpul procesării fine.
Prelucrarea conductelor din oțel inoxidabil
Viteza de tăiere: oțelul inoxidabil are o rezistență ridicată și duritate și este predispus la întărirea muncii. Viteza de tăiere este, în general, 60-120 m/min. Viteza prea mică va provoca o uzură crescută a sculelor și o viteză prea mare poate provoca arsuri de scule și deformarea piesei de lucru.
Rata de alimentare: Rata de alimentare pe revoluție este, în general, 0,3-0,8 mm/rev. O rată de alimentare mai mică poate reduce forța de tăiere, poate reduce gradul de întărire a muncii și poate ajuta la asigurarea calității firului.
Adâncimea de tăiere: Adâncimea de tăiere poate fi controlată la 0,8-1,5 mm în timpul prelucrării brute și 0,1-0,3 mm în timpul prelucrării fine.
